想要更直观地感受开封【当地】12Cr17Mn6Ni5N不锈钢板厂家直供产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:开封开封【当地】12Cr17Mn6Ni5N不锈钢板厂家直供的图文介绍


相关国度尺度:GB/T19228.1-2000《不锈钢卡压式板件》中对该板件做了具体的描述和划定;GB/T19228.2-2016《不锈钢卡压式板件毗连用薄壁不锈钢板》中也做了相关划定;GB/T19228.3-2016《不锈钢卡压式板件用橡胶0型密封圈》对板件的密封提出了相关要求;对于板件的安装国度的CECS153-2003《建筑给薄壁不锈钢板道工程手艺规范》中做了相关具体要求。
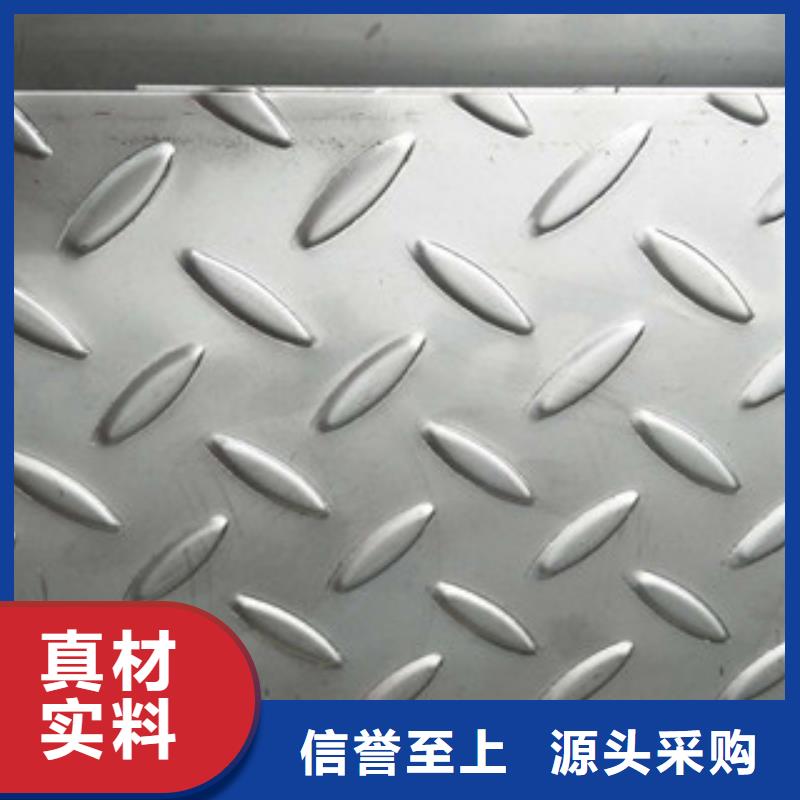
特点介绍:绿色健康,不锈钢板材质是被公认的可以植入人体的健康、无毒、无污染的材料,用它来做成不锈钢板件长短常的绿色健康的;毗连靠得住安稳,不锈钢板卡压式的板件毗连强度和传统板件毗连有了较的晋升,把板道和板件毗连部位一次性的做死,不会发生传统板件会呈现的活接头松动等环境;安装便利快速,和传统不锈钢板件比拟不需要进行焊接、滚槽和套丝等操作,只需要有一个卡压东西就可以款苏便利的完成卡压,卡压起来简单、便利、快捷、省时省力成功率较高;卫生环保,不锈钢卡压式板件可以按照用户的利用需求利用304或者316不锈钢建造,密封圈利用的是环保材料如硅橡胶、三元乙丙橡胶和氟化丁基橡胶等;板道内流量压力损掉小,不锈钢卡压式板件和内径和板道的内径是完全一致的,而且卡压的部位板道变形很是的小,所以说板道内流量压力损掉很是小可忽落不计;应用规模广,不锈钢卡压式板件的兼容性较强,可以和各类泵、阀门、表和嘴等配套利用,而且还可以在各类板道系统中进行利用;安装体例多样,



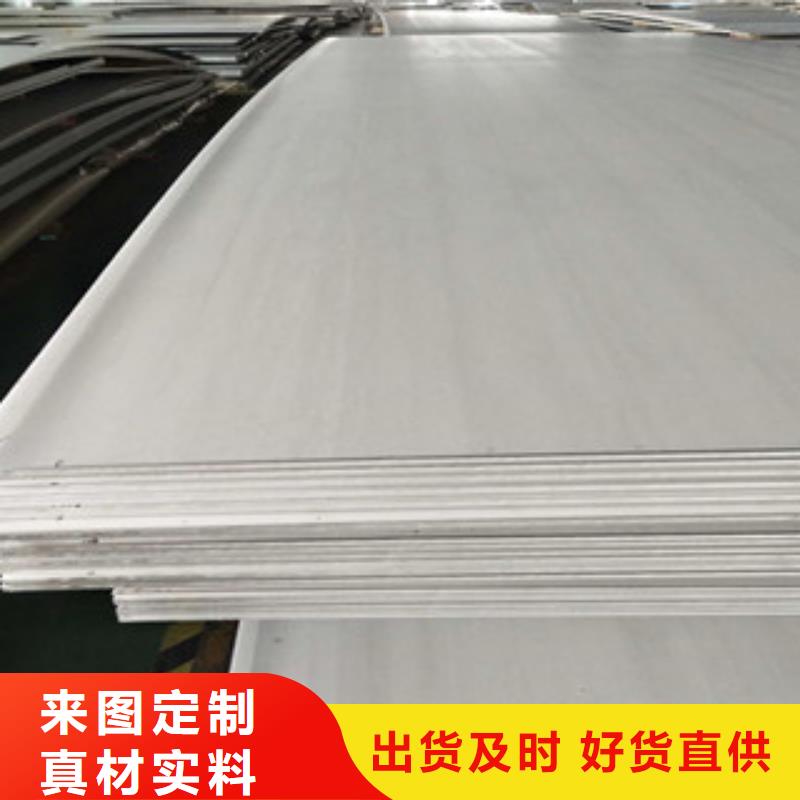
304不锈钢板的生产加工标准规范:针对耐腐蚀性、弯折生产加工特性和电焊焊接位置延展性、及其电焊焊接位置的冲压件加工特性优质的高韧性不锈钢板材以及生产制造方式 。详尽而言,也还要留意把带有C处在0.02%下列,有关此N应当在0.02%下列,Cr也应当在11%之上低于17%,适度成分的Si、Mn、P、S、Al、Ni。且304不锈钢板在开展生产加工的情况下,也要留意考虑12≤CrMo1.5Si≤17、1≤Ni30(CN)0.5(MnCu)≤4,从此Cr0.5(NiCu)3.3Mo≥16.0、0.006≤CN≤0.030的不锈钢板材加温到850~1250℃,以后也还要留意开展以1℃/s之上的制冷速率制冷的调质处理。

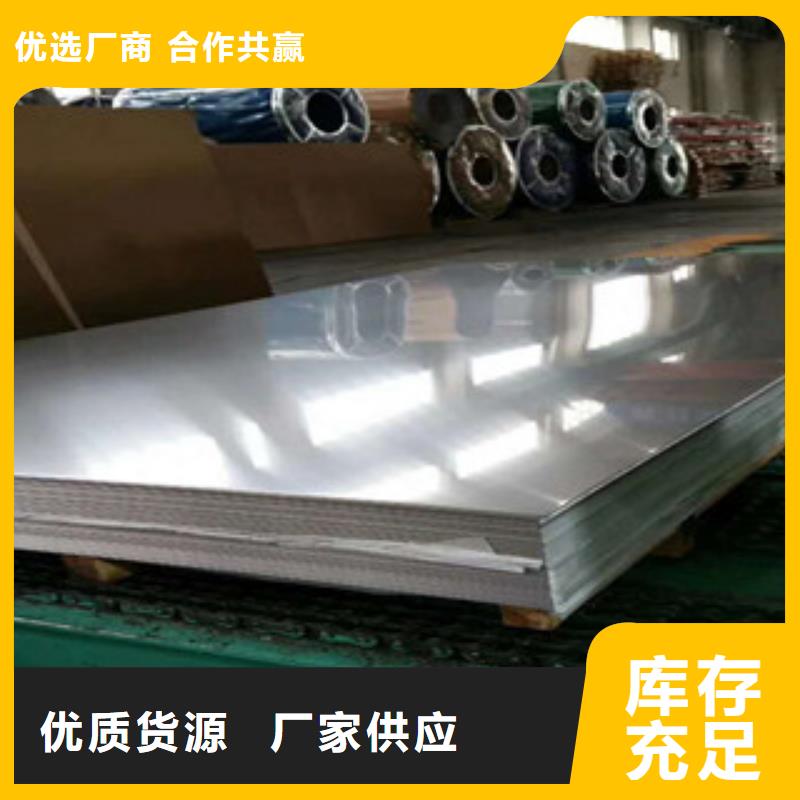
304不锈钢板冷却温度;层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致: 横向冷却严重不均匀; 厚度方向冷却不对称; 横向和厚度方向冷却不均匀混合;304不锈钢板控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度、降低内应力的必备条件。横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
304不锈钢板冷矫直;矫直能改善无锡304不锈钢板残余应力分布,当304不锈钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到消除波浪弯、均匀化钢板内应力的目的。
304不锈钢板调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。综上,通过采用新的TMCP工艺,提高层流冷却速度控制温度的均匀性,以及冷矫直钢板,促进无锡304不锈钢板内部应力均匀化,304不锈钢板再纵切分条时,304不锈钢板变形问题得到控制。


作为奥氏体系的根本钢种耐腐蚀性、耐热性、低温强度、机械性能优秀,热处置后不发作硬化,简直没有磁性,特性:奥氏体根本钢种,用处最为普遍;耐蚀性和耐热性优秀,低温强度和机械性能优秀;单相奥氏体组织,无热处置硬化现象。 用处:餐具、外装材、建筑资料、汽车部件、医疗器械、化学、食品工艺、纤维产业、船舶部件;不锈钢资料特性:比304不锈钢资料更耐腐蚀用处:耐晶界腐蚀请求高的化学、煤炭、石油产业的设备建筑资材,耐热部件及难以热处置的部件。不锈钢资料比照304不锈钢确保优秀的成型性(复合成型性、深加工性、加工后滞性能优秀等),耐时效性龟裂性优秀,主要用于保温饭盒、保温瓶、SINK BOWL、燃气、BURNER部件。



永誉不锈钢制品有限公司主要销售 201不锈钢管、等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!


那有关薄不锈钢板用氩弧焊焊接的技巧你知道多少?首先这要看你的具体要求,焊缝平整度,变形大小,用不用打磨(抛个光就行),0.7还行了,0.4、05mm的你打算怎么弄,一般情况下,0.7的板子焊接好都有一定的变形,要想减小它,按下面的步骤来试试:尽量减小焊件之间的缝隙(越紧密越好);如果要填焊丝的话,焊丝一定要细,0.8的就可以了;电流一点要小,小到能溶化焊丝就行,大概30A左右,焊机不同,根据各焊机而定;焊接速度一定要快,越快越好,变形也就越小,焊缝也就越漂亮,如果有水冷却就更好了;焊机也有讲究,一般选用逆变式交直流焊机,电流比较稳定。这种焊机会稍许贵一点。都是手法问题,多练就行!







 扫一扫
扫一扫